
راهنمای کامل پرینت سهبعدی با TPU: ویژگیها، کاربردها و مشکلات رایج
1077
1 شهریور 1403
بروزرسانی: 27 فروردین 1404
این روزها، چاپ سهبعدی بیش از هر زمان دیگری قابل دسترس است. اگر در حال خواندن این مقاله هستید، احتمالاً مدتی است که از چاپگر سهبعدی استفاده میکنید و ممکن است به این فکر افتاده باشید که دیگر چه چیزی میتوانید چاپ کنید.
در این مقاله، درباره یک دسته خاص از مواد چاپ سهبعدی صحبت خواهیم کرد: رشتههای انعطافپذیر، با نام پلییورتان ترموپلاستیک – که به اختصار TPU شناخته میشود. به خواندن این مقاله ادامه دهید ادامه دهید تا با ویژگیها، کاربردهای اصلی، مزایا و معایب قطعات چاپشده با TPU، و همچنین مدلهای ایدهآل برای چاپ با این ماده آشنا شوید.
همچنین مشکلات اصلی که ممکن است هنگام چاپ با TPU با آنها مواجه شوید و راهحلهای آنها را بررسی خواهیم کرد. اگرچه TPU را میتوان با استفاده از فناوریهای مختلفی مانند SLS چاپ کرد، این مقاله بر چاپ TPU با استفاده از چاپگرهای مدلسازی رسوب ذوبی (FDM) تمرکز خواهد کرد.
در دیجی ساز بخوانید: پرینت سه بعدی FDM: [تاریخچه، نحوه کارکرد، مقایسه و پیشنهاد خرید دستگاه]
فیلامنت TPU چیست؟

TPU یکی از رایجترین مواد چاپ سهبعدی برای چاپگرهای FDM است. به عنوان یک ماده انعطافپذیر، به خاصیت ارتجاعی، جذب شوک، و مقاومت در برابر حرارت و مواد شیمیایی معروف است. علاوه بر این، یکی از بادوامترین مواد است و چسبندگی لایهای بیشتری نسبت به مواد سختی مانند PLA و PETG ارائه میدهد. این ویژگیهای منحصر به فرد آن را برای طیف گستردهای از کاربردها مناسب میکند.
TPU و سایر رشتههای انعطافپذیر معمولاً بر اساس اندازهگیری مقاومت آنها در برابر تغییر شکل تعریف میشوند – به عبارت دیگر، سختی شور (Shore hardness) آنها. مقیاس سختی شور از 0 تا 100 متغیر است. هرچه عدد بیشتر باشد، ماده سختتر و در نتیجه دارای انعطافپذیری کمتری است.
TPU معمولاً بین 85A و 95A نمره میگیرد، که آن را به یکی از سختترین رشتههای انعطافپذیر تبدیل میکند. حرف کنار عدد به نوع پلاستیک اشاره دارد. مقیاس Shore A برای لاستیک نرم، الاستومرها و لاستیک طبیعی استفاده میشود.
بسیاری از شرکتها مجموعه فیلامنتهای خود را با تولید TPU و سایر رشتههای انعطافپذیر معروف کردهاند. برخی از برندهای معروف مانند NinjaTek و Overture به دلیل ارائه رشتههای TPU با کیفیت خوب شناخته شدهاند، اما گزینههای زیاد دیگری نیز وجود دارد.
جنبه دیگری که هنگام کار با TPU باید در نظر داشته باشید، خاصیت جذب رطوبت زیاد آن از محیط است. برای غلبه بر این مشکل، میتوانید از یک جعبهی خشککن استفاده کنید که فیلامنت را گرم کرده و آن را رطوبتزدایی میکند و آماده چاپ میکند.
کاربردهای فیلامنت TPU در صنعت

همانطور که میتوانید حدس بزنید، قطعات چاپشده با TPU معمولاً انعطافپذیر، الاستیک و مقاوم هستند. بسته به کاربرد، این ویژگیها میتوانند به یک مزیت یا یک نقص تبدیل شوند. قطعاتی که برای TPU مناسبتر هستند، معمولاً در محیطهای خشن استفاده میشوند یا در شرایطی قرار میگیرند که نیاز به تحمل فشار یا کشش مداوم دارند.
به عنوان مثال، یک گیج چاپشده با TPU – ابزاری برای موقعیتیابی که در انجام وظایف تولیدی کمک میکند – میتواند از خاصیت ارتجاعی TPU بهرهمند شود. با تغییر تراکم پرکننده (infill density)، میتوانید سفتی قطعه را تغییر دهید و به نوعی ابزار دینامیکی تبدیل کنید. نیسان از این ویژگی بهره برد و یک ابزار تثبیتکننده برای مرکزیت شیشه جلوی خودرو طراحی کرد که از آن برای اطمینان از فاصله صحیح بین یکی از ستونهای خودرو و شیشه جلو استفاده میکنند.
با این حال، خاصیت ارتجاعی TPU برای همه کاربردها مناسب نیست. برای مثال، نیسان همچنین از ابزاری برای تعیین موقعیت دریل در فرآیند تولید استفاده میکند که محل قرارگیری دریل را به اپراتور نشان میدهد. این ابزار نیاز به یک ماده سخت دارد تا از جابجایی ناشی از خم شدن یا پیچش قطعه چاپشده جلوگیری شود.
مشکلات فیلامنت TPU در پرینت سه بعدی

چاپ با TPU به مراتب دشوارتر از چاپ با PLA است. اگرچه تغییر شکل (warping) به طور معمول مشکلی برای TPU ایجاد نمیکند، اما مشکلات دیگری ممکن است هنگام شروع به چاپ با این ماده به وجود بیاید، از جمله گرفتگی، ایجاد رشتههای اضافی (stringing)، و خروج نادرست مواد (under-extrusion) و ... ، برخی از این مشکلات به پیکربندی فیزیکی چاپگر مربوط میشوند، که در این بین، اکسترودر و هات اند (hot end) اصلیترین عوامل ایجاد این مشکلات هستند.
علاوه بر این، تنظیمات چاپ برای TPU بسیار خاص هستند و باید در نرمافزار برش (slicing software) تغییر داده شوند تا چاپ موفقیتآمیزی با این ماده داشته باشید. برخی از این تنظیمات واضحتر از بقیه هستند، مانند دمای چاپ و سرعت چاپ، در حالی که برخی دیگر کمتر رایج هستند، مانند فاصله پسکشیدن (Retraction Distance) و سرعت پسکشیدن (Retraction Speed). در واقع، ممکن است این اولین باری باشد که درباره آنها میشنوید.
توصیههای سختافزاری در پرینت سه بعدی با فیلامنت TPU
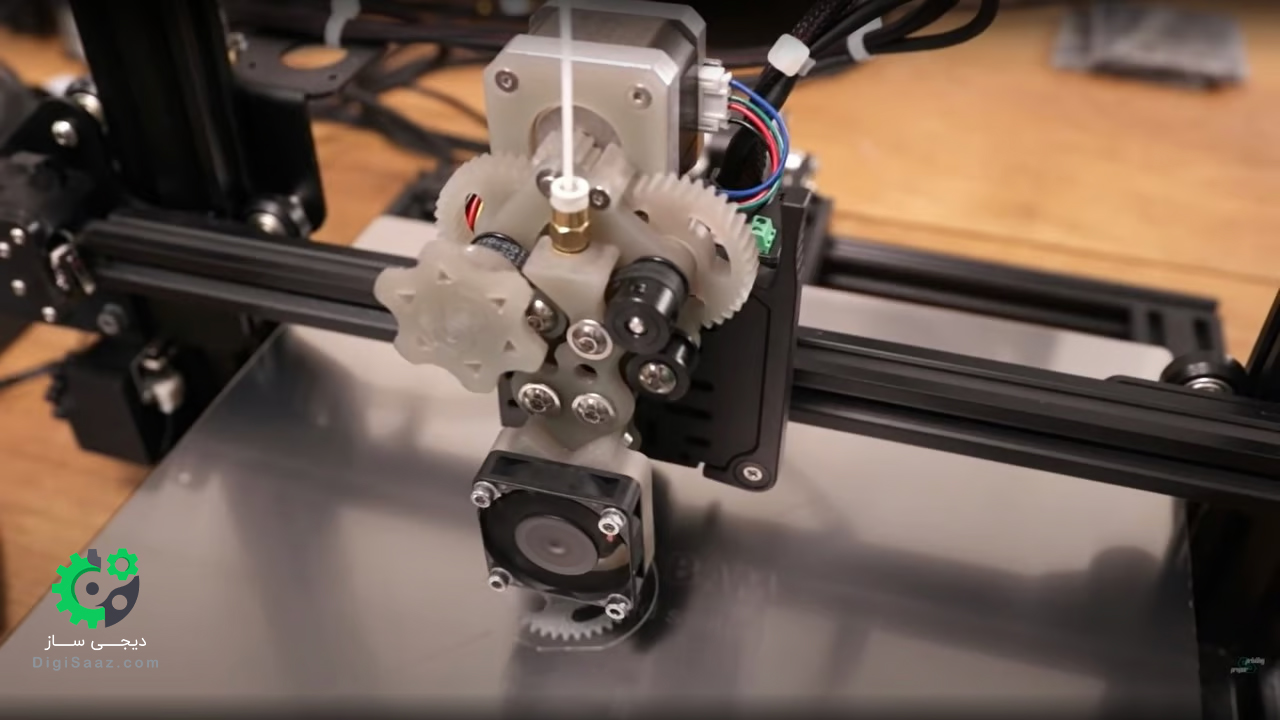
بیشتر مشکلاتی که هنگام کار با TPU با آنها مواجه میشوید به سیستم اکستروژن مربوط میشود. در حالی که بیشتر چاپگرهای FDM جدید با اکسترودر مستقیم عرضه میشوند، هنوز هم میتوان برخی چاپگرها را با اکسترودرهای Bowden پیدا کرد. در این حالت، به دلیل فاصله طولانی بین فیدر و هات اند و همچنین خاصیت کششی TPU، اکسترودر در تحویل مؤثر رشته به هات اند دچار مشکل میشود.
به طور ایدهآل، باید بتوانید این مشکل را با تغییر دادن برخی مقادیر تنظیمات چاپ در نرمافزار برش حل کنید. اما احتمال زیادی وجود دارد که نیاز به ارتقاء برخی قطعات نیز داشته باشید. سادهترین ارتقاء میتواند لوله Bowden باشد. یک لوله Bowden با کیفیت بهتر، مانند لوله Capricorn Bowden، باید کار را انجام دهد.
اما اگر واقعاً میخواهید چاپگر خود را به سطح بعدی ببرید، توصیه میکنیم به یک اکسترودر مستقیم ارتقاء دهید. با این کار، فاصله بین فیدر و هات اند بهطور چشمگیری کاهش مییابد، فرآیند تغذیه رشته و در نتیجه کیفیت چاپ بهبود مییابد. یا شاید بخواهید خلاقتر عمل کنید و پروژههایی مانند پروژه Proper Printing را بررسی کنید که در تصویر بالا نشان داده شده است.
یکی دیگر از قسمتهای چاپگر که ممکن است به آن فکر کنید، نازل است. فیلامنتهای ملایمی مانند PLA و PETG نازل را به اندازه فیلامنتهای ساینده مانند آنهایی که با فیبر کربن یا شیشه تقویت شدهاند، فرسوده نمیکنند. در مورد TPU، این ماده بیشتر به دسته فیلامنتهای غیرساینده، همراه با PLA و PETG، تعلق دارد. با این حال، ممکن است انتظار داشته باشید که کمی بیشتر از زمانی که از PLA استفاده میکنید، فرسایش ایجاد شود. بنابراین، اگر میپرسید چه نوع نازلی باید استفاده کنید، پاسخ کوتاه این است که نازلهای برنجی برای کار با TPU بیش از حد کافی هستند، اما استفاده از نازل فولادی ضد زنگ یا فولاد سختشده هم مشکلی ایجاد نخواهد کرد.
در دیجی ساز بخوانید: فیلامنت PLA چیست؟ [راهنمای کامل]
صفحه ساخت مناسب برای پرینت سه بعدی با فیلامنت TPU
آخرین مورد سختافزاری که میخواهیم در مورد آن صحبت کنیم، صفحه ساخت است. TPU نسبت به PLA و PETG مادهای است که میتوان گفت، کمی «ذوبشدنیتر» است. بنابراین، نباید با مشکلات تغییر شکل (warping) مواجه شوید – مگر اینکه در لایه اول، ناحیههای تماس بزرگی را چاپ کنید. اگر تخت بهدرستی تراز شده باشد، TPU باید بدون مشکل به صفحه ساخت بچسبد.
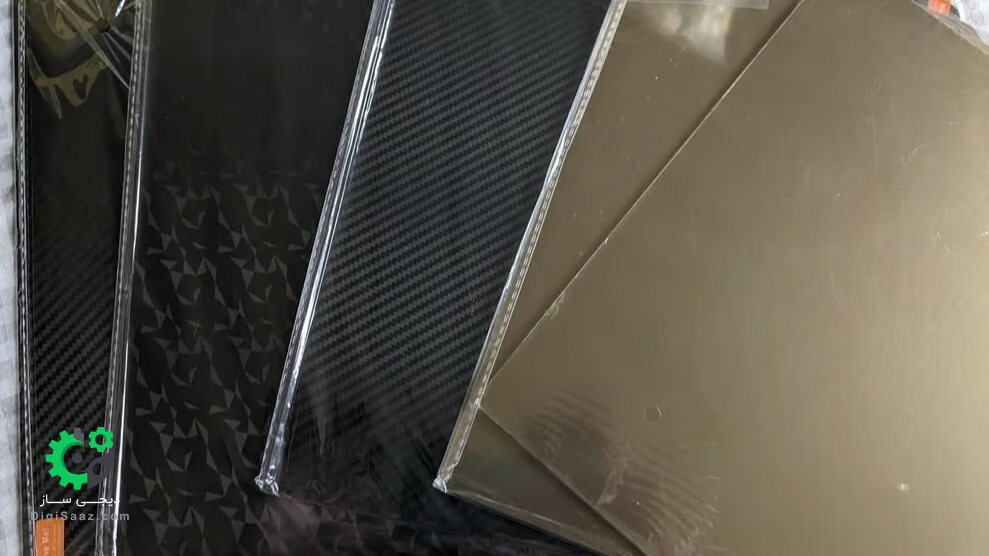
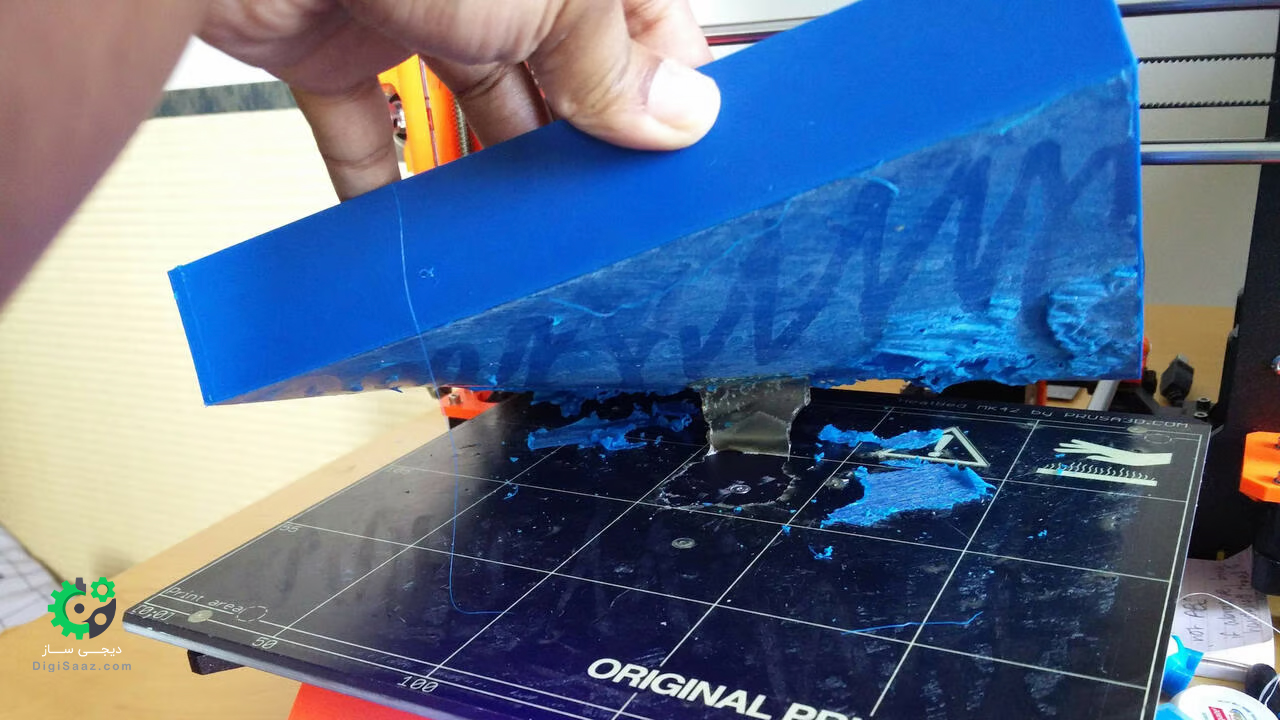
از طرف دیگر، جدا کردن یک قطعه چاپشده از TPU میتواند یک چالش واقعی باشد. اگر از صفحه شیشهای سخت استفاده میکنید، استفاده از یک کاردک برای کمک به جدا کردن قطعه چاپشده ضروری است. بسته به سفتی یا انعطافپذیری قطعه چاپشده شما، یک ورق PEI انعطافپذیر میتواند گزینه دیگری باشد. اگر این گزینه را انتخاب کردید، توصیه میکنیم از ورق صاف استفاده کنید، زیرا ورق انعطافپذیر بافتدار ممکن است باعث چسبندگی شدید قطعه به صفحه ساخت شود. البته، گزینههای دیگری نیز وجود دارد که میتوانید بررسی کنید.
نکته مهم دیگر این است که – به طرز عجیبی – هنگام کار با TPU، معمولاً از چسب ماتیکی یا نوار چسب آبی (نوار نقاشی) برای اطمینان از چسبیدن به تخت استفاده نمیشود. برداشتن قطعه با انجام اقداماتی برای جلوگیری از چسبندگی قوی بین قطعه و صفحه ساخت بسیار آسانتر میشود.
در دیجی ساز بخوانید: فیلامنت PETG چیست؟ [راهنمای کامل]
توصیههای نرمافزاری در پرینت سه بعدی با فیلامنت TPU
حال که جنبههای فیزیکی چاپگر خود را برای چاپ TPU آماده کردهاید، بیایید درباره تنظیمات چاپ صحبت کنیم. توصیه میکنیم که یک پروفایل چاپ جدید برای رشته TPU ایجاد کنید. با این کار میتوانید هر تغییری که ایجاد میکنید را ذخیره کنید، بدون اینکه تنظیمات چاپی قبلی برای PLA را که به خوبی تنظیم کردهاید، از بین ببرید.
برخی از نرمافزارهای برش (slicer) پروفایلهای چاپی برای رشتههای TPU از برندهای خاصی را ارائه میدهند. همچنین، برخی برندها خودشان این پروفایلها را بهعنوان منابع در بخش دانلود وبسایتهایشان قرار دادهاند. با این حال، با رشد روزافزون بازار فیلامنت، احتمال زیادی وجود دارد که پروفایل چاپی برای رشتهای که استفاده میکنید پیدا نکنید. بنابراین، مجبور خواهید بود که تنظیمات را بهصورت دستی تغییر دهید. اما نگران نباشید، زیرا ما توضیح میدهیم که کدام تنظیمات را تغییر دهید و مقادیر بهینه آنها برای TPU کداماند.
ما از نرمافزار Cura شرکت UltiMaker برای توضیح تنظیمات چاپ استفاده میکنیم. اگر قصد استفاده از نرمافزار برش دیگری را دارید، نباید مشکلی ایجاد شود. فرآیند برشدهی یکسان است و همه نرمافزارهای برش موجود باید همان تنظیمات را داشته باشند. ممکن است تفاوتهای جزئی در نام دقیق هر پارامتر وجود داشته باشد، اما در اصل یکسان هستند.
تنظیمات کلیدی که باید بر روی آنها تمرکز کرده و آنها را تغییر دهید عبارتند از:
- دمای چاپ: محدوده دما بسته به سازنده متفاوت است، اما معمولاً بین 200 تا 240 درجه سانتیگراد قرار دارد.
- دمای صفحه ساخت: هر مقداری کمتر از 60 درجه سانتیگراد توصیه میشود. گزینه دیگر این است که دمای 0 درجه سانتیگراد را برای عدم گرم کردن صفحه انتخاب کنید.
- سرعت چاپ: باید سرعت چاپ را به طور چشمگیری کاهش دهید. مقداری بین 5 تا 30 میلیمتر بر ثانیه عملکرد خوبی خواهد داشت.
- پسکشیدن (Retraction): در حالی که برخی افراد توصیه میکنند پسکشیدن را غیرفعال کنید، ما توصیه میکنیم آن را فعال کنید تا از ایجاد رشتههای اضافی جلوگیری شود. مقدار فاصله پسکشیدن را حدود 1 میلیمتر و سرعت پسکشیدن را حدود 60 میلیمتر بر ثانیه تنظیم کنید.
- خنککاری قطعه: پس از چند لایه اول، فن خنککننده را روشن کنید، اما نه زیاد، در غیر این صورت با مشکلات اتصال لایهها مواجه خواهید شد.
- Rafts و brims: از آنجا که TPU به طور طبیعی به خوبی به صفحه ساخت میچسبد، نیازی به کمکهای چسبندگی مانند rafts و brims ندارید. اگر به هر دلیلی تصمیم به استفاده از آنها گرفتید، در نظر داشته باشید که جدا کردن آنها از قطعه چاپشده دشوار خواهد بود.
مشکلات رایج پرینت سه بعدی با فیلامنت TPU
پس از تغییر تنظیمات در نرمافزار برش برای پروفایل TPU خود، همچنان باید آنها را آزمایش کنید. در حین انجام این کار، به کیفیت چاپ توجه کنید. ممکن است برخی مشکلات در طول چاپ رخ دهد. ما رایجترین مشکلات را خلاصه کردهایم و به شما چند نکته برای غلبه بر آنها ارائه میدهیم.
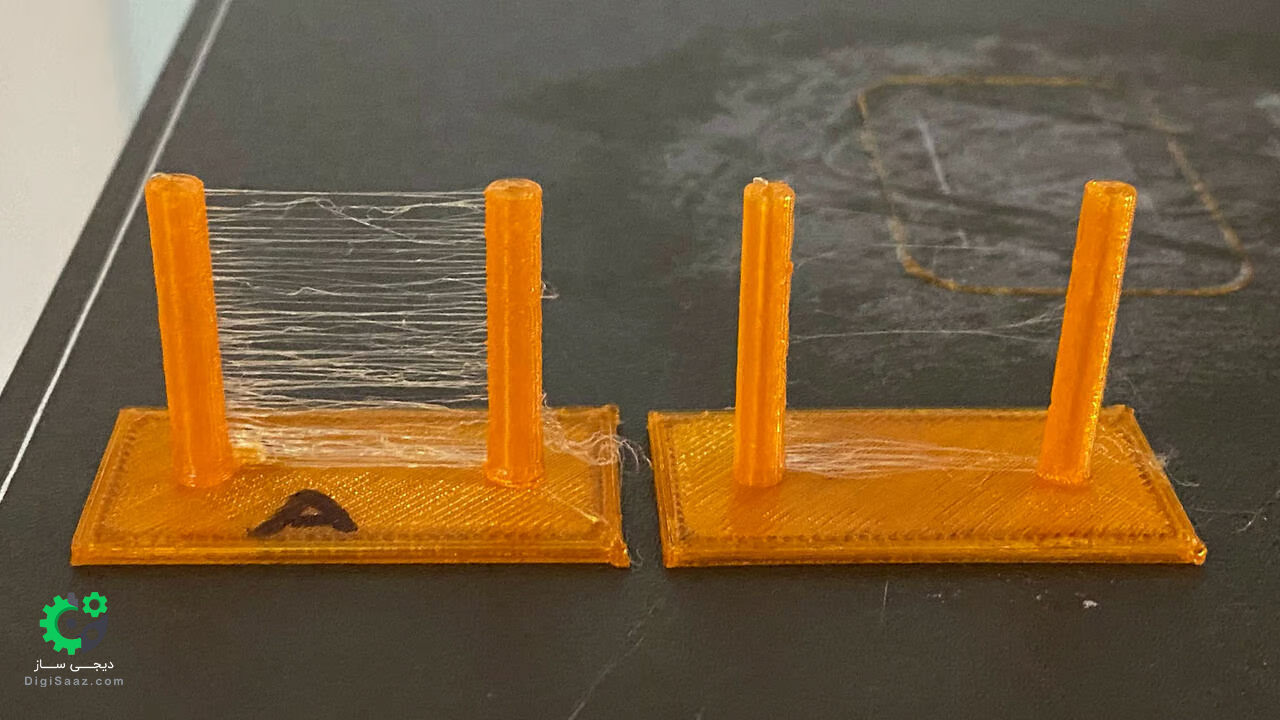
نخکشی (Stringing)
نخکشی زمانی اتفاق میافتد که در لحظاتی که هد چاپ به محل چاپ بعدی منتقل میشود، ماده مذاب در نازل باقی میماند. این مشکل شامل رشتههای ریز است که بر روی چاپ باقی میمانند و پس از اتمام چاپ میتوانند سخت جدا شوند.
دلیل اصلی این مشکل، عدم پسکشیدن کافی رشته در اکسترودر قبل از حرکت به محل چاپ بعدی است. تنظیم ساده سرعت و فاصله پسکشیدن باید این مشکل را حل کند. با این حال، اگر از چاپگری با اکسترودر Bowden به جای اکسترودر مستقیم استفاده میکنید، این کار ممکن است سختتر باشد.
گرفتگی نازل (Clogging)
از آنجایی که TPU مادهای حساستر نسبت به PLA یا PETG است، احتمال بروز گرفتگیها بیشتر است. چه جزئی و چه کامل، گرفتگیها بر کیفیت چاپ تأثیر میگذارند. این مشکل به دلیل گیر کردن ماده در نازل یا هات اند اتفاق میافتد و میتواند به دلایل مختلفی رخ دهد. یک راهحل ساده، استفاده از روش به اصطلاح "کشش سرد" (Cold pull) است. اگر گرفتگیهای شدیدتر و سختتر برای رفع آنها رخ دهد، ممکن است نیاز به تعویض نازل با یک نازل جدید داشته باشید.
زیر اکستروژن (Under-extrusion)
زیر اکستروژن یکی از رایجترین مشکلات در هنگام چاپ با TPU است. این مشکل با وجود فاصلهها در طول لایههای چاپ مشخص میشود. در حالی که سادهترین شواهد در مراحل بعدی چاپ مشاهده میشود، نیازی نیست تا پایان چاپ یا پیشرفت قابل توجه آن منتظر بمانید تا این مشکل را تشخیص دهید: صدای کلیک در نازل یکی از نشانههای آن است.
در حالی که دلایل مختلفی برای زیر اکستروژن وجود دارد، باید به طور ویژه به خاصیت جذب رطوبت TPU توجه کنید. همانطور که قبلاً ذکر شد، مواد جاذب رطوبت، تمایل به جذب رطوبت از محیط دارند. این موضوع به تشکیل حبابهای کوچک آب در رشته منجر میشود که هنگام عبور از نازل تبخیر شده و باعث ایجاد فاصله در چاپ میشود. برای حل این مشکل، مطمئن شوید که رشته را قبل از استفاده خشک کرده و پس از آن در یک کیسه خلاءدار نگهداری کنید.
لکهها و زگیلها (Blobs & Zits)
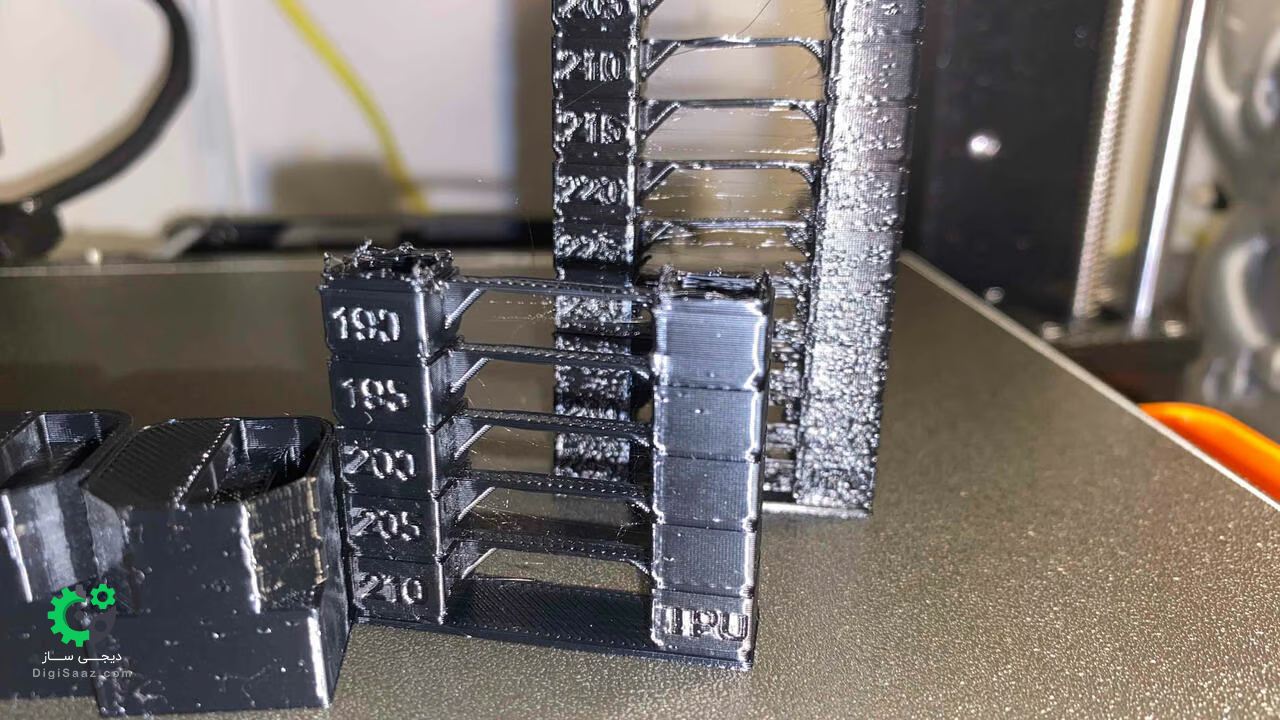
اینها نتایج داشتن مقدار اضافی ماده در هنگام چاپ از نازل هستند که بهعنوان اکستروژن بیش از حد شناخته میشوند. دلیل اصلی این اتفاق، دمای بیش از حد هات اند است. اگر با این مشکل مواجه هستید، سعی کنید دما را به صورت 5 درجه سانتیگراد کاهش دهید.
چاپ یک برج دمایی میتواند به شما کمک کند دمای مناسب برای رشتهای که استفاده میکنید را پیدا کنید. این چاپ آزمایشی همچنین به شما کمک میکند تنظیمات چاپ خود را برای جلوگیری از نخکشی بهینه کنید.
جداسازی قطعه چاپشده و پسپردازش
همانطور که قبلاً گفتیم، دستیابی به یک لایه اول خوب با TPU به سختی جدا کردن آن از صفحه پس از اتمام چاپ نیست. میتوان از صفحات انعطافپذیر استفاده کرد، اما این بستگی به سختی قطعه نهایی دارد. قطعات نازک (مانند قاب گوشی هوشمند) انعطافپذیرتر هستند و به راحتی از یک صفحه سخت جدا میشوند.
از سوی دیگر، قطعات سختتر بیشتر شبیه قطعات سفت عمل میکنند و جدا کردن آنها از یک صفحه سخت دشوارتر خواهد بود. توانایی خم کردن صفحه میتواند به شروع فرآیند جدا کردن قطعه کمک کند، اما احتمالاً برای جدا کردن موفقیتآمیز یک قطعه چاپشده TPU به یک کاردک نیاز خواهید داشت.
در مورد پسپردازش، TPU مادهای است که به درمان اضافی نیازی ندارد. رشتههایی مانند PLA و ABS را میتوان با استفاده از تکنیکهای مختلف صاف کرد، اما TPU اینقدر قابل انعطاف نیست. با این حال، میتوانید قطعات چاپشده TPU را رنگآمیزی کنید، اما باید مراقب باشید و از نوع مناسبی از رنگ استفاده کنید – رنگی که مخصوص مواد انعطافپذیر طراحی شده است. این نوع رنگ باید همراه با انعطاف قطعه خم شود و ترک نخورد. گزارش شده که سری Cerakote C به خوبی با چاپهای TPU سازگار است.
یکی دیگر از مراحل پسپردازش شامل استفاده از یک دستگاه حرارتی برای حذف آسان رشتههای اضافی از چاپ نهایی است. ممکن است وسوسه شوید از سشوار بهعنوان جایگزین دستگاه حرارتی استفاده کنید. با این حال، سشوارها برای ذوب کردن پلاستیک طراحی نشدهاند، بنابراین ممکن است مجبور شوید چندین بار از آن استفاده کنید و حتی در آن صورت، ممکن است به دمای مناسب برای حذف تمام رشتهها نرسید.
خدمات پرینت سه بعدی TPU در تهران
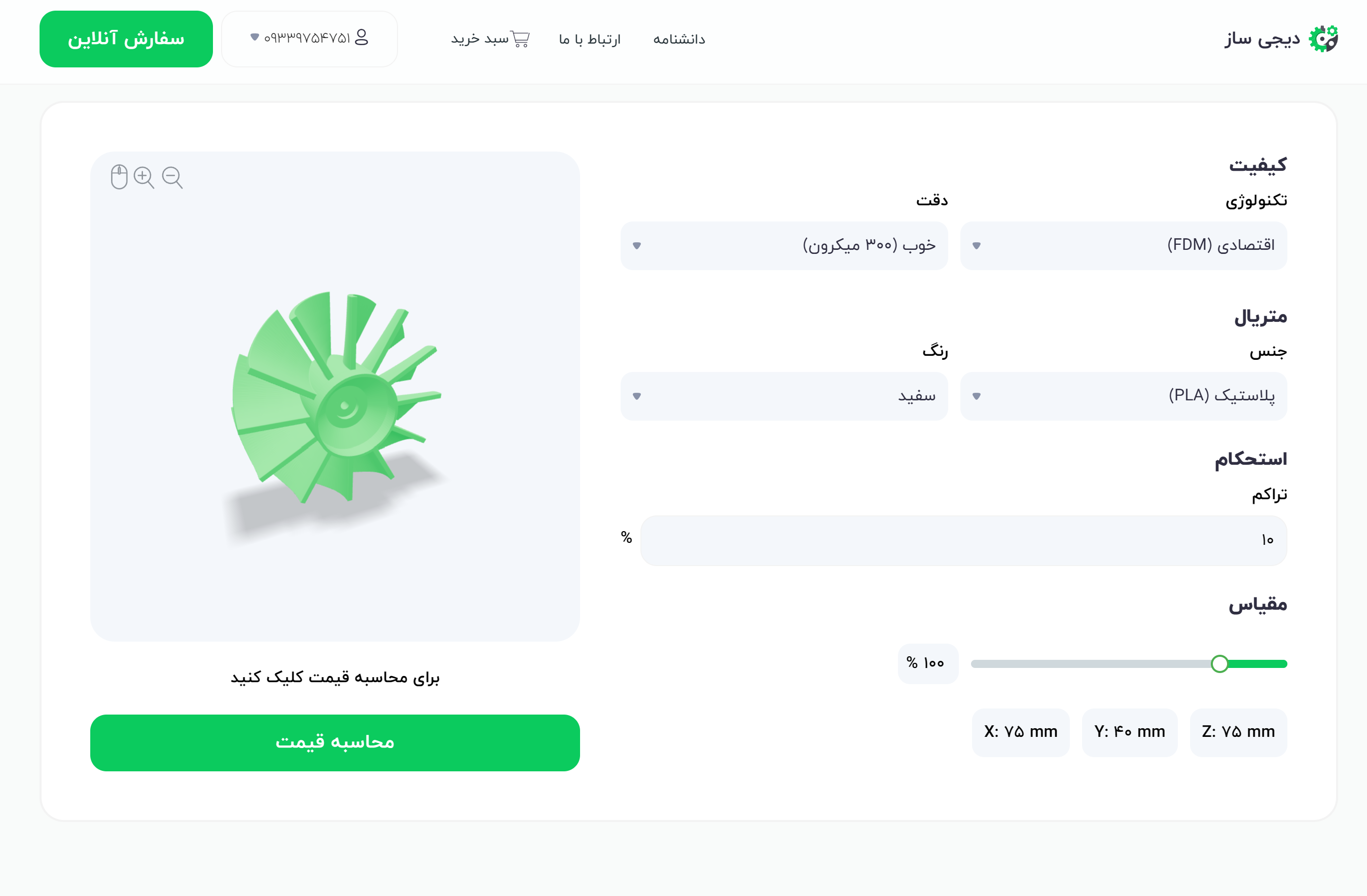
برای کسانی که میخواهند از دردسرهای چاپ TPU اجتناب کنند، همیشه میتوانید قطعات TPU را با استفاده از خدمات چاپ سهبعدی دریافت کنید. به این ترتیب، نیازی به نگرانی در مورد تنظیمات مناسب برای چاپگر خود نخواهید داشت! علاوه بر این، قطعه چاپشده با کیفیت بالا و بدون دردسر را در عرض چند روز دریافت خواهید کرد.
اگر با خدمات پرینت سه بعدی آشنا نیستید، ما دیجی ساز را پیشنهاد میکنیم. پس از بارگذاری مدل خود، میتوانید ماده، رنگ و استحکام قطعه خود را انتخاب نمایید و سپس با دریافت قیمت هوشمند و مقرون به صرفه به صورت لحظهای و آنلاین، پرینت سه بعدی منعطف خود را درب منزل دریافت کنید.



![فیلامنت PLA چیست؟ [راهنمای کامل]](https://cdn.digisaaz.com/statics/images/whats-pla-filament.webp)