
ساپورت در پرینت سه بعدی: نقش و اهمیت
1 دیدگاه
782
20 آذر 1402
بروزرسانی: 27 فروردین 1404
اگر تجربهای در کار با پرینتر سهبعدی FDM داشته باشید، احتمالاً با مواقعی روبرو شدهاید که نیاز به استفاده از ساپورت داشتید. یک پرینتر سهبعدی FDM با لایهلایه قرار دادن ترموپلاستیکها یک شیء سهبعدی ایجاد میکند. به همین دلیل، هر لایه جدید باید توسط لایه زیرین پشتیبانی شود. اگر مدل شما یک بخش برآمده بدون پشتیبانی داشته باشد، احتمالاً ریزش میکند و برای جلوگیری از این مشکل، نیاز به ساپورت پرینت سهبعدی دارید تا چاپ موفقیتآمیز باشد.
ساپورت در پرینت سهبعدی یک شرّ لازم محسوب میشوند. از یک طرف، برای مدلهایی با برآمدگیهای شدید یا پلها کاملاً ضروری هستند. از طرف دیگر، هزینه مواد را افزایش میدهند، کار پسپردازش بیشتری را اضافه میکنند و ممکن است به سطح مدل آسیب بزنند. بنابراین، تنظیم صحیح ساپورتها یک بخش مهم در پرینت سهبعدی مدلهای پیچیده است.
چه زمانی به ساپورت در پرینت سه بعدی نیاز دارید؟
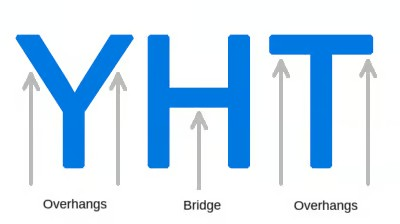
بهطور کلی، زمانی که مدل شما برآمدگی یا پلی داشته باشد که توسط چیزی زیر آن پشتیبانی نشود، ممکن است نیاز به استفاده از ساپورت برای پرینت سهبعدی آن داشته باشید. بهعنوان مثال، برآمدگیها و پلها با کمک حروف Y، H و T توضیح داده شدهاند.
قانون 45 درجه در برآمدگیها
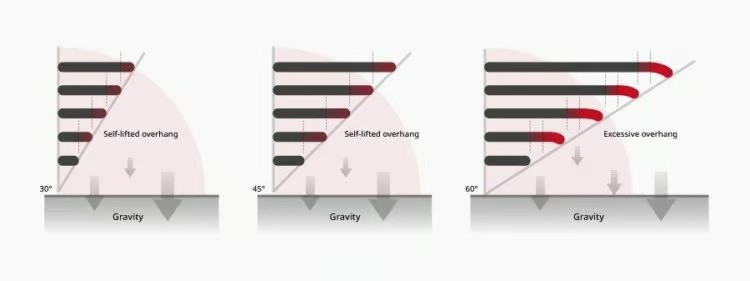
تمام برآمدگیها نیاز به ساپورت ندارند. قانون کلی این است که اگر یک برآمدگی کمتر از 45 درجه از حالت عمودی داشته باشد، میتوانید آن را بدون استفاده از ساپورت پرینت کنید.
پرینترهای سهبعدی یک افست افقی بسیار کوچک (بهسختی قابلمشاهده) بین لایههای متوالی استفاده میکنند. بنابراین، یک لایه بهطور کامل بر روی لایه قبلی قرار نمیگیرد مگر اینکه یک دیوار عمودی پرینت شود. این امکان را به پرینتر میدهد تا برآمدگیهایی که زیاد از حالت عمودی کج نیستند را پرینت کند. هر چیزی کمتر از 45 درجه میتواند توسط لایههای قبلی پشتیبانی شود و هر چیزی بیشتر از آن خیر. 45 درجه بهعنوان خط شکست در نظر گرفته میشود.
این مسئله به بهترین شکل با حروف Y و T توضیح داده شده است. دو برآمدگی در حرف Y زاویه کمتری از 45 درجه با حالت عمودی دارند. بنابراین، اگر بخواهید حرف Y را پرینت کنید، میتوانید بدون استفاده از ساپورت موفق باشید.
در مقابل، برآمدگیهای در حرف T زاویه 90 درجه با حالت عمودی دارند. بنابراین، باید از ساپورت برای پرینت حرف T استفاده کنید، وگرنه نتیجه یک فاجعه خواهد بود.

به یاد داشته باشید که قانون 45 درجه یک معیار استاندارد در نرمافزارهای اسلایسر برای ساپورت خودکار است تا متغیرهای زیادی را حساب کرده و نتایج رضایتبخشی را بهدست آورند. کاربران با تجربه اغلب تنظیمات مانند سرعت چاپ یا نرخ خنکسازی را برای افزایش زاویه برآمدگی قابلپرینت بهدقت تنظیم میکنند و هنوز پرینتهای موفقیتآمیزی دارند.

قانون 10 میلیمتر در پلها
مانند برآمدگیها، تمام پلها نیاز به ساپورت ندارند. اینجا، قانون کلی این است: اگر پل کمتر از 10 میلیمتر طول داشته باشد، پرینتر ممکن است بتواند آن را بدون ساپورت پرینت کند.
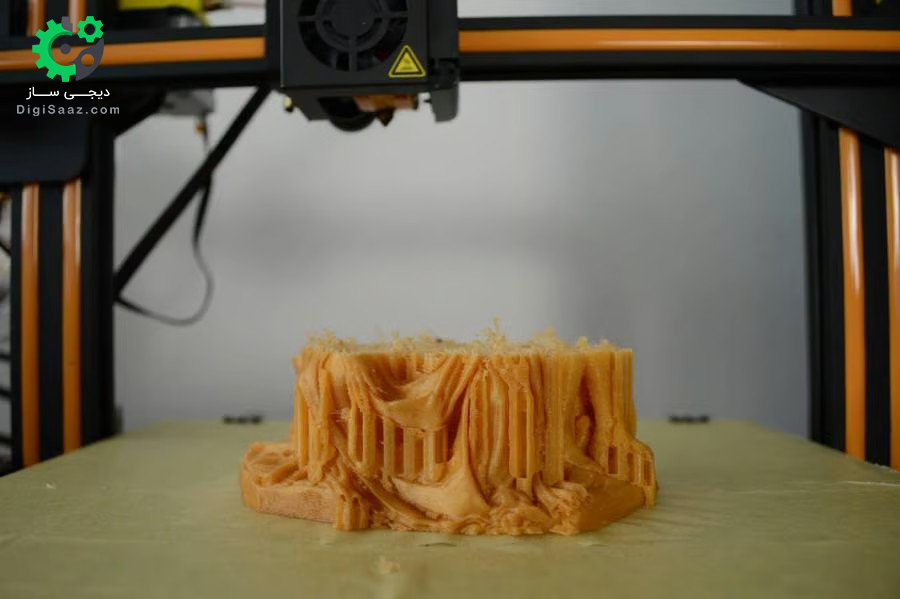
برای این کار، پرینتر از تکنیکی به نام پلزنی استفاده میکند که در آن ماده گرم را برای مسافتهای کوتاه میکشد و موفق به پرینت آن با کمترین افتادگی میشود. اما اگر پل طولانیتر از 10 میلیمتر باشد، این تکنیک کار نمیکند و نیاز به اضافه کردن ساپورتها دارید وگرنه افتادگی رخ خواهد داد.
آزمایش تواناییهای پرینتر شما
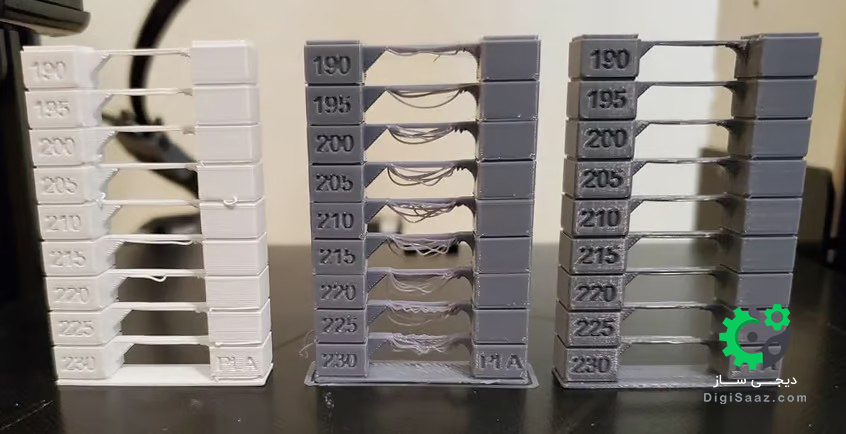
هر دو قانون کلی مربوط به برآمدگیها و پلها تنها قوانین کلی هستند. خیلی چیزها به پرینتر شما، وضعیت آن و مادهای که استفاده میکنید بستگی دارد. پرینترهای در وضعیت بد ممکن است نتوانند برآمدگیها را در زاویه 35 یا 40 درجه از حالت عمودی پرینت کنند، در حالی که پرینترهای بهخوبی کالیبره شده میتوانند با برآمدگیها و پلهای شدیدتر مقابله کنند. بنابراین، قبل از شروع پرینت مدلها، خوب است که تواناییهای پرینتر خود را بشناسید.

این کار نسبتاً آسان است. برای برآمدگیها، مدل Massive Overhang Test را از Thingiverse دانلود کرده و آن را پرینت کنید. این مدل دارای یک سری برآمدگی از 20 درجه تا 70 درجه با افزودههای 5 درجه است. برای آزمایش پلزنی، این طراحی صدفیشکل کار خواهد کرد و نشان میدهد تا چه حد میتوان مرز را پیش برد. همچنین میتوانید از مدلهای کالیبراسیون عمومی استفاده کنید که شامل پلها و برآمدگیها هستند.
معایب استفاده از ساپورتها
مانند بسیاری از چیزهای زندگی، استفاده از ساپورت معایب خود را دارد. چند مورد اینجا وجود دارد که باید توضیح دهیم.
افزایش هزینه مواد

ساپورت نیاز به مواد اضافی دارند که پس از پرینت برداشته و دور انداخته میشوند. بنابراین، هر تکه از مواد ساپورت که استفاده میکنید، اساساً ضایعات است و به هزینه پرینت اضافه میکند. مخصوصاً در پرینت با مواد خاص مانند فیلامنتهای تقویتشده با فیبر کربن، هزینهها میتوانند بهسرعت افزایش یابند و ممکن است به دنبال استفاده از اکسترودرهای دوتایی باشید که به ماشین اجازه میدهند بین مواد مختلف تغییر کند.
افزایش مدت زمان پرینت
ساپورت همچنین مدت زمان پرینت را افزایش میدهند. در حالی که پرینترهای سهبعدی FDM هزینه زیادی برای کارکرد ندارند، زمان پرینت میتواند بهسرعت افزوده شود، مخصوصاً زمانی که بحث تولید حجمی باشد.
پردازش اضافی پس از پرینت

این ساختارها بخشی از مدل نیستند و فقط برای ساپورت از هندسههای برآمده در طول چاپ استفاده میشوند. این یعنی بعد از پایان پرینت، شما باید ساپورت را بردارید تا مدل آماده استفاده شود.
در محیط تولیدی، کار اضافه به معنی هزینه اضافی برای مدل است. این مسئله زمانی بدتر میشود که ساپورت در نقاط دشوار قرار داشته باشند، به راحتی از قطعه جدا نشوند یا در حین جدا کردن باعث شکستگی قطعات مدل شوند.
برای کاهش پردازش پس از چاپ، ممکن است بخواهید از ساپورتهای قابل حل استفاده کنید. یا شاید بتوانید با ادغام ساپورتها در طراحی یا تغییر جهت مدل، کاملاً از آنها خلاص شوید.
خطر آسیب به مدل پرینت شده
ساپورت با سطحهای پایین مدل تماس دارند و معمولاً به آنها چسبیدهاند. این تنها راه برای پشتیبانی از برآمدگیها و پلها است. اگر در حین جدا کردن آنها دقت نکنید، ممکن است روی سطح مدل لکههایی باقی بگذارند. در بدترین حالت، ممکن است بخشی از مدل همراه با ساپورت بشکند.
در کل، استفاده از ساپورت معایب قابل توجهی دارد. بنابراین، یک قانون کلی دیگر این است: استفاده از ساپورت را به حداقل برسانید و فقط در مواقع ضروری اضافه کنید. در بخشهای بعدی، نحوه اجرای این فلسفه را از مرحله طراحی CAD تا مرحله چاپ به شما نشان خواهیم داد.
هندسه ساپورت پرینت سه بعدی
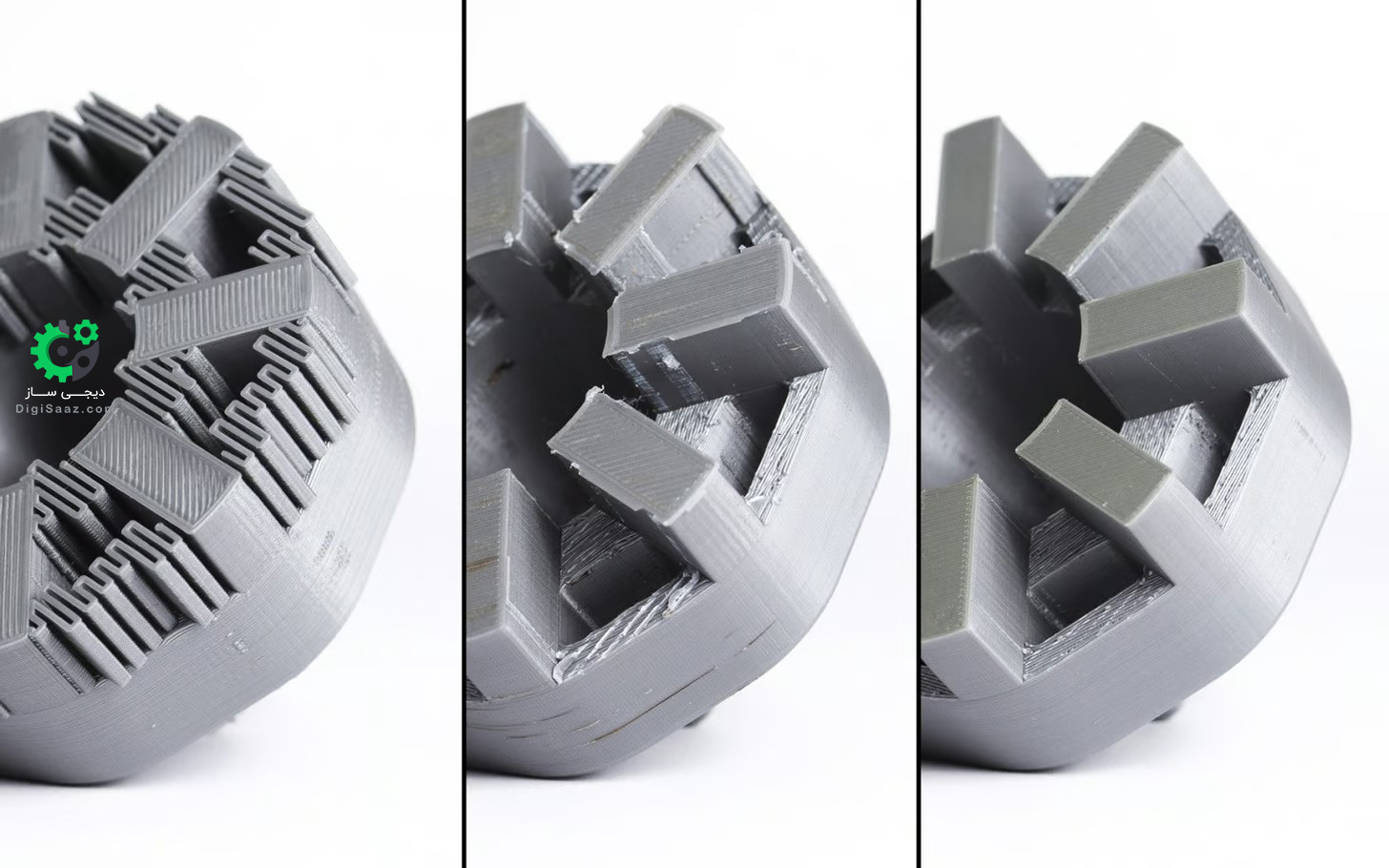
دو نوع رایج از ساپورتها وجود دارد: ساپورت شبکهای و ساپورت درختی.
ساپورت شبکهای
همچنین به عنوان ساپورت خطی شناخته میشود، این نوع ساپورت در چاپ سهبعدی رایجترین است. این نوع شامل ستونهای عمودی است که به تمام بخشهای برآمده متصل میشوند. این نوع ساپورت برای تقریباً تمام برآمدگیها و پلها کار میکند. با این حال، حذف آنها بسیار سختتر است و احتمال بیشتری برای آسیب به سطح مدل دارند.
ساپورت درختی
ساپورت درختی ساختاری شبیه به درخت است که برآمدگیهای مدل را پشتیبانی میکند. این نوع ساپورت فقط در نقاط خاصی با برآمدگیها تماس دارد.
مزیت استفاده از ساپورت درختی این است که آسانتر برداشته میشود و سطح زیرین برآمدگیها را کمتر آسیب میزند. اما توجه داشته باشید که این نوع ساپورت فقط برای برآمدگیهای غیرمسطح مانند نوک بینی، نوک انگشت یا قوسها مناسب است که معمولاً در مدلهای ارگانیکتر یافت میشود. این نوع ساپورت برای برآمدگیهای مسطح پایداری کافی را فراهم نمیکند.
ساپورتهای جداشدنی

چاپگرهایی که یک اکسترودر دارند بهطور پیشفرض از ساپورت جداشدنی استفاده میکنند.
وقتی یک اکسترودر دارید، باید از همان موادی که برای چاپ مدل استفاده میشود، برای چاپ ساپورت نیز استفاده کنید. میتوانید چگالی ساپورت را تنظیم کرده و آن را به مراتب کمتر از چگالی مدل قرار دهید، اما این تنها کنترلی است که بر روی مواد ساپورت دارید.
از آنجایی که مدل و ساپورتها از یک جنس هستند، تنها راه جدا کردن آنها این است که یا ساپورت را با دست بشکنید یا با دقت با یک چاقو برش دهید.
این روشهای حذف، خطر زیادی برای آسیب رساندن به مدل ایجاد میکنند و باید از تکنیک مناسب استفاده کنید و در مرحله حذف بسیار دقت و مراقبت کنید.
ساپورتهای قابل حل
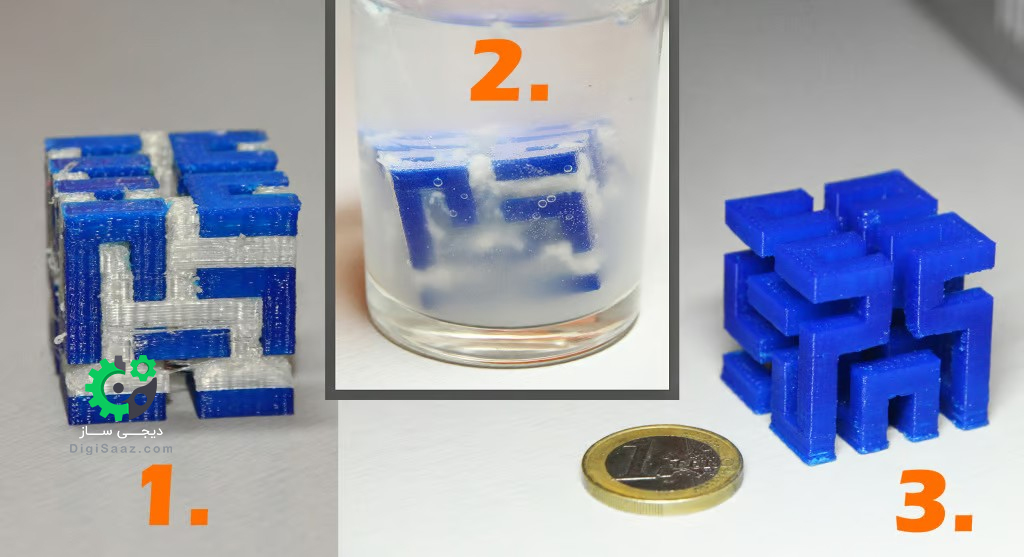
ساپورتهای قابل حل راحتتر حذف میشوند، اما نیاز به چاپگر با دو اکسترودر دارند. اگر چاپگری با دو اکسترودر دارید، گزینه بهتری وجود دارد. میتوانید یکی از اکسترودرها را با PLA برای چاپ مدل و دیگری را با موادی که در آب حل میشوند مانند PVA یا موادی که در لیمونن حل میشوند مانند HIPS برای چاپ ساپورت بارگذاری کنید. پس از پایان چاپ، به سادگی مدل را در آب یا لیمونن غوطهور کنید تا ساپورتها حل شوند.
این روش حذف، خطر آسیب به مدل را کاهش میدهد و کار پردازش پس از چاپ را آسانتر میکند، که این روش را برای چاپهای پیچیده ایدهآل میکند.
چگونه ساپورتهای جداشدنی را حذف کنیم؟
از آنجایی که ساپورت جداشدنی سخت برای حذف هستند و ممکن است به مدل آسیب برسانند، برخی از ترفندهای آزموده شده برای حذف آنها به روش صحیح را شامل کردهایم.
ابتدا ساپورت که کاملاً نمایان و به راحتی با انگشتان قابل دسترس هستند را شناسایی کنید. سعی کنید آنها را با انگشتان خود جدا کنید. به آرامی این کار را انجام دهید. اگر درست انجام دهید، بیشتر ساختار ساپورت به راحتی جدا میشود. سپس از ابزاری برای حذف ساپورت که دسترسی به آنها سخت است استفاده کنید. نظرات زیادی در مورد اینکه کدام ابزارها بهترین عملکرد را دارند وجود دارد. میتوانید از انبر نوکسوزنی، چاقوی بتونهکاری یا چاقوی دقیق استفاده کنید. همچنین میتوانید ترکیبی از این ابزارها را استفاده کنید. هنگام استفاده از چاقو یا تراشنده، بهتر است مدل یا تیغه را گرم کنید. این کار باعث میشود ساپورت راحتتر بریده شوند. یک مشعل بوتان کوچک میتواند کمک کند، اما مراقب باشید که به مدل آسیب نرسانید. با چاقوهای دقیق بسیار مراقب باشید زیرا بسیار تیز هستند. کاغذ سنباده نیز ابزار خوبی برای حذف است. سنباده زدن با کاغذهای سنباده با درجه بالا (220 تا 1200) برجستگیهای باقیمانده پس از حذف را از بین میبرد و مدل را جلا میدهد. برای بهترین نتایج، آب را به قسمت اعمال کنید و به آرامی و با حرکات سبک سنباده بزنید تا کیفیت سطح مطلوب به دست آید.
مدلهای مبتنی بر PLA ممکن است در هنگام جدا شدن ساپورت دچار علائم استرس شوند که منجر به خراشها، علائم و لکهها میشود. لاک ناخن ابزاری عالی برای پوشاندن یا پنهان کردن این نقصها است. اگر تغییر رنگ رخ داد، میتوانید با دقت مواد را با استفاده از یک تفنگ حرارتی گرم کنید تا به رنگ اصلی خود بازگردد.
اگر به نظرات جامعه در این موضوع علاقهمند هستید، به این تاپیک نگاهی بیندازید: بهترین روش برای حذف رافتها، ساپورتها و سایر مواد زائد.
کاهش ساپورتها از طریق طراحی
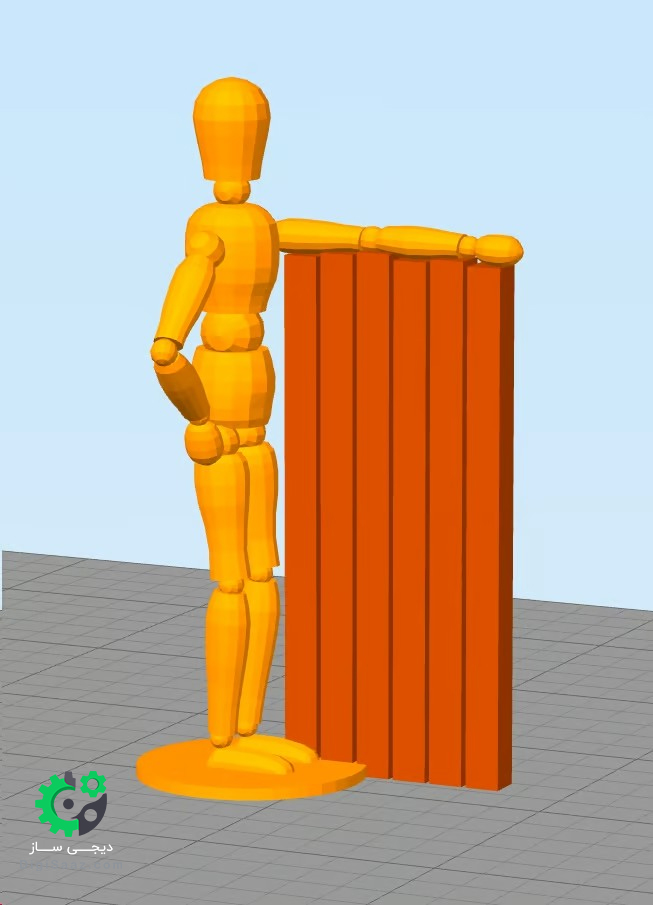
ادغام ساپوردت در مدل، یک ترفند برای اجتناب از ساپورت این است که عناصری به مدل اضافه کنید که بتوانند همان کار را انجام دهند. این ترفند قرنهاست که توسط مجسمهسازان استفاده میشود.
برای مثال مدلی به این تصویر نگاه کنید طراح با زیرکی از پاها و باسن مدل با لباس مجلسی حمایت می کند. نیزه ای که در پایین قرار دارد به عنوان تکیه گاه برای بازوی چپ عمل می کند.

چمفرها
یکی دیگر از روشهای حذف ساپورتها، چمفرها هستند. چمفرها راهی مناسب برای تبدیل برآمدگیهای ناخوشایند به برآمدگیهای بیضرر با زاویه کمتر از 45 درجه است.
برای مثال، اگر لبهای به آرامی خمیده یا منحنی دارید، میتوانید آن را با یک لبه زاویهدار که نیاز به ساپورت ندارد جایگزین کنید. چنین طراحی زاویهدار را چمفر مینامند.
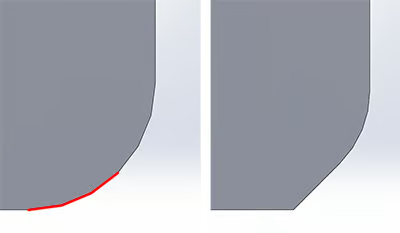
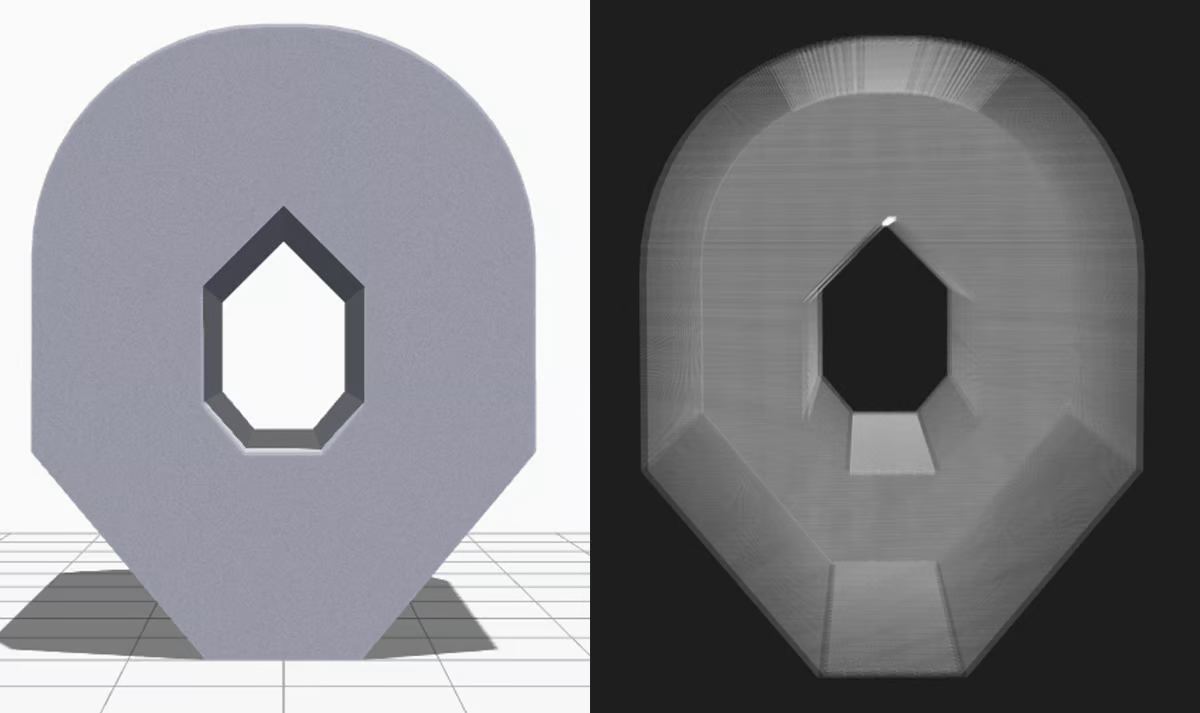
همچنین، اگر حفرهای در مدل دارید، میتوانید آن را به یک حفره چمفر به شکل اشک تبدیل کنید. بیشتر اوقات، این تغییر بر زیبایی کلی مدل تأثیر نمیگذارد. اما به کاهش نیاز به ساپورتها کمک میکند.
کاهش ساپورتها از طریق تغییر جهت
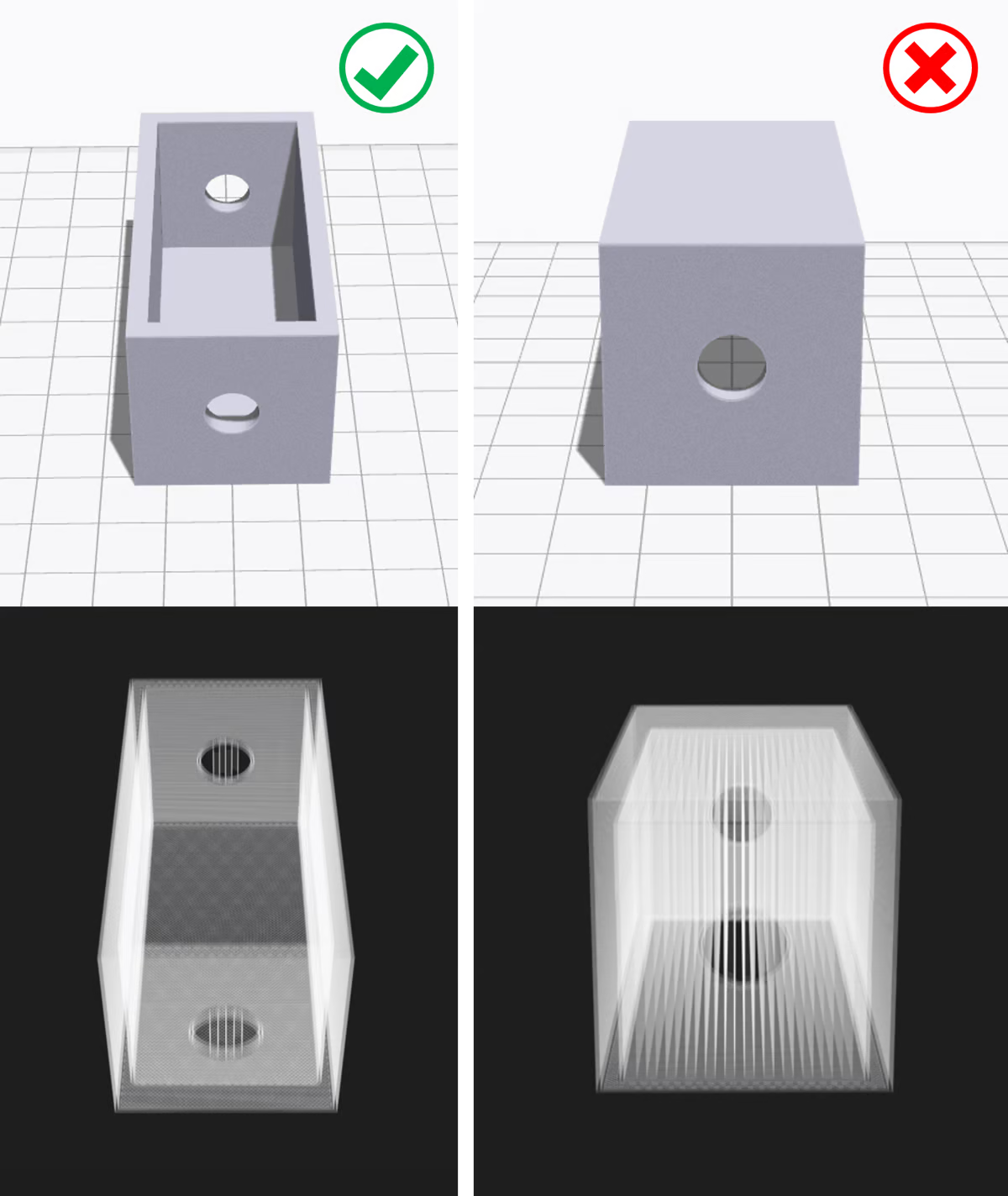
گاهی اوقات، کاهش ساپورت لازم به سادگی با تغییر جهت مدل روی بستر چاپ امکانپذیر است. برای مثال، بهتر است جعبه باز نشاندادهشده در زیر را با سطح باز در بالا چاپ کنید.
اغلب میتوانید با تغییر جهت مدل روی بستر چاپ، استفاده از ساپورت چاپ سهبعدی را به حداقل برسانید.
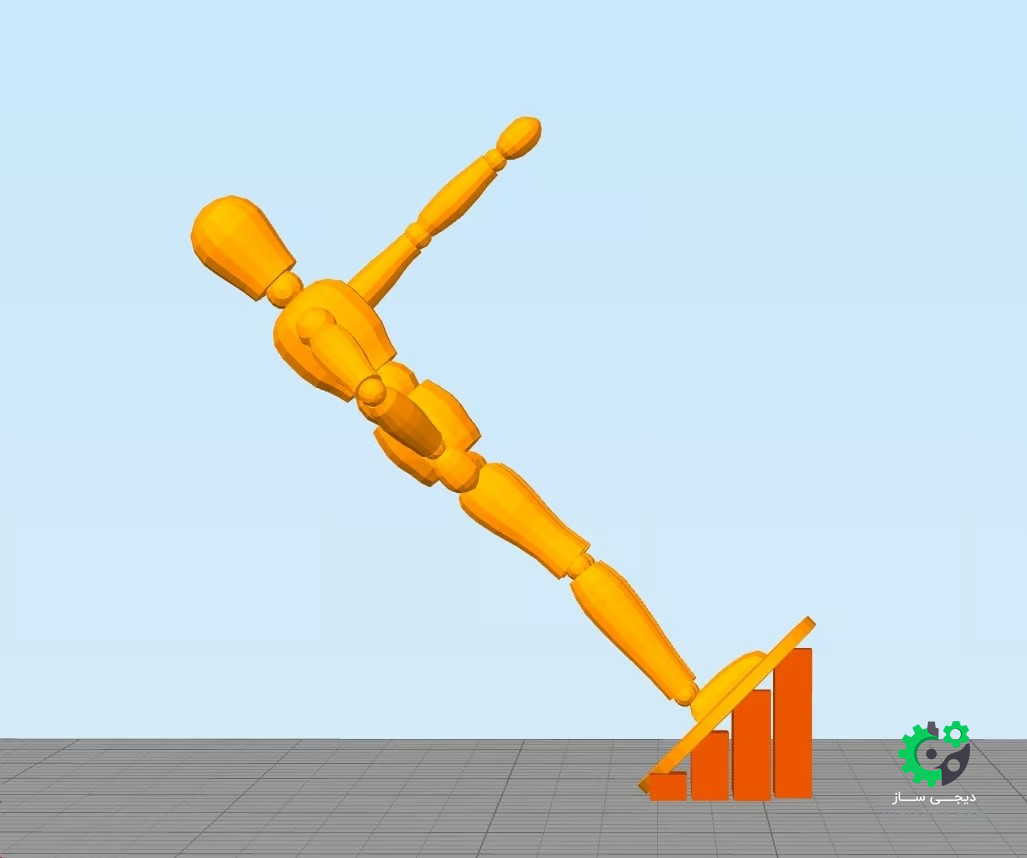
به عنوان مثال، این فیگور انسانی را در نظر بگیرید.
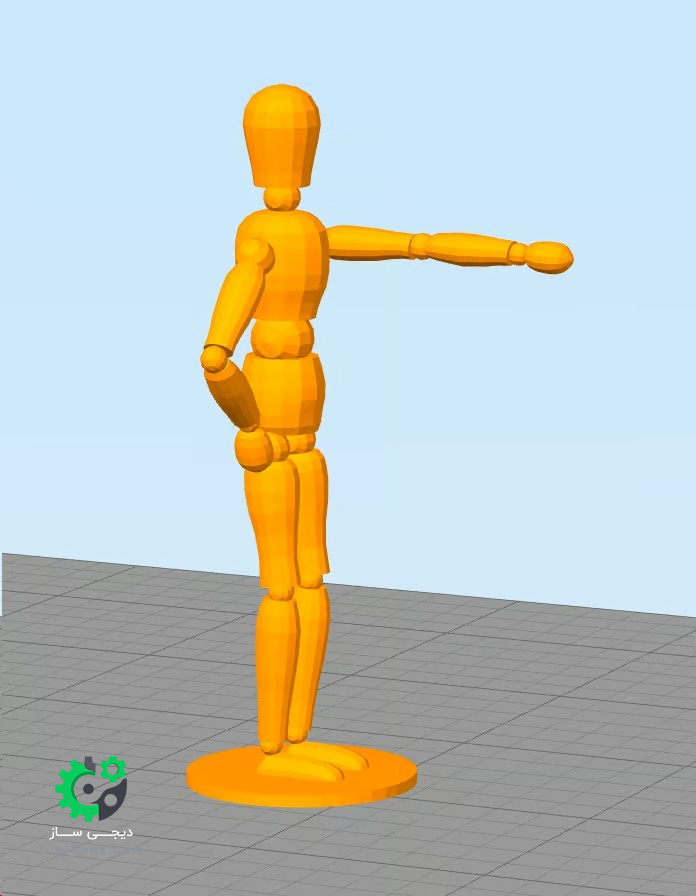
اگر مدل را به همان صورت چاپ کنید، باید از بازوی چپ پشتیبانی کنید. این در اصل یک برآمدگی بلند با زاویه 90 درجه است.
وقتی ساپورتها را حذف میکنید، احتمالاً لکههایی روی سطح زیرین بازو باقی میماند. برای اجتناب از این مشکل، میتوانید کل مدل را 45 درجه بچرخانید و فقط از پایه مدل پشتیبانی کنید. کیفیت پایه مدل چندان مهم نیست. به این ترتیب، میتوانید مدل را با ساپورت کمتر چاپ کنید و بازوی چپ را از آسیب نجات دهید.
این مدل البته فقط یک نمایش است. سازندگان باتجربهتر از شما جزایر کوچک در زانو، باسن و سر را خواهند دید که در آن سر چاپ به هیچ چیزی نمیرسد و در نتیجه چاپ زشتی ایجاد میکند. البته، این جزایر نیز باید پشتیبانی شوند تا از این امر جلوگیری شود.
برآمدگیها و پلهای بدون ساپورت
در بخشهای قبلی تأکید کردیم که باید سعی کنید استفاده از ساپورت را به حداقل برسانید. با این حال، این به این معنی است که شما اغلب در موقعیتهای خطرناک قرار میگیرید که ممکن است مدل ناپایدار شود. برای کاهش این خطر، در اینجا چند ترفند کلی آورده شده است:
اطمینان حاصل کنید که چاپگر سهبعدی شما بهینهسازی شده است. اطمینان حاصل کنید که مواد چاپی شما به سرعت ممکن خنک میشود. هرچه زمان بیشتری برای خنک شدن مواد بگذرد، احتمال تغییر شکل یا شکست پل یا برآمدگی بیشتر است. از فنهای خنککننده لایه به طور تهاجمی استفاده کنید. همچنین، دماهای چاپ خود را تا حد ممکن کاهش دهید. کاهش سرعت چاپ نیز به خنک شدن کمک میکند و به ویژه در چاپ پلهای بلند و برآمدگیهای دشوار مفید است. در صورت امکان، سعی کنید از کمترین ضخامت لایه استفاده کنید. ضخامت کمتر لایه به معنی جرم کمتری است که در هر نوبت سر چاپ انباشته میشود. این امر نیز به خنک شدن سریعتر مواد کمک میکند.
تنظیمات ساپورت پرینت سه بعدی در CURA
گاهی اجتناب از ساپورت غیرممکن است. اما حتی در این صورت، باید تمام تلاش خود را بکنید تا اطمینان حاصل کنید که آنها پایدار، به راحتی قابل حذف، مواد زیادی را هدر ندهند و به سطح مدل آسیب نرسانند.
نرمافزار اسلایسر شما راههای زیادی برای تغییر پارامترهای ساپورت ارائه میدهد. بیشتر نرمافزارهای اسلایسر میتوانند به صورت خودکار آنها را تولید کنند، اما آنها همچنین یک حالت دستی ارائه میدهند که در آن میتوانید ساپورتها را هر جا که میخواهید اضافه یا حذف کنید. همچنین، نرمافزارهای اسلایسر تنظیمات زیادی ارائه میدهند که جنبههای زیر را کنترل میکنند:
مکانگذاری استحکام سهولت حذف پس از چاپ آسیب به سطح چاپ
در این مقاله، ما بر روی Cura تمرکز کردیم، زیرا یکی از محبوبترین نرمافزارهای اسلایسر رایگان است.
Cura تنظیمات بسیاری مربوط به ساپورت در بخش "ساپورت" از "تنظیمات سفارشی" ارائه میدهد. اگر بتوانید این تنظیمات را به درستی دستکاری کنید، میتوانید ساپورتهایی ایجاد کنید که اکثر نیازهای اساسی را برآورده کنند.
ساپورتهای تولید شده خودکار
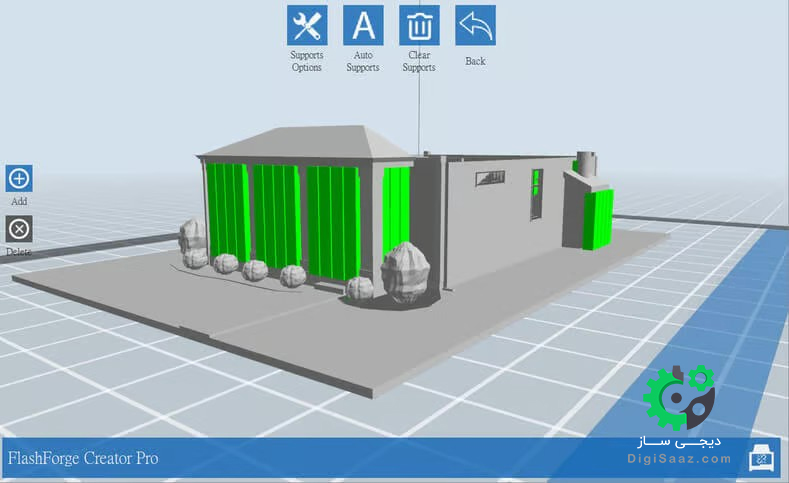
اول از همه، چگونه میتوانید بررسی کنید که آیا مدل شما به ساپورتهای اضافی نیاز دارد یا نه؟
Cura این کار را آسان میکند. هنگامی که مدل خود را به Cura وارد کرده و آن را روی صفحه ساخت مجازی قرار دادید، به دنبال بخشهایی بگردید که به رنگ قرمز هستند. این قسمتها بخشهایی هستند که Cura در آنها برجستگیها را شناسایی کرده است.
اگر روی قسمتهای پایینی که مدل با صفحه ساخت تماس دارد، قرمز مشاهده میکنید، نیازی نیست نگران عدم ساپورت در این ناحیه باشید. صفحه ساخت این مشکل را برطرف میکند. نواحی قرمز کوچکی که در بالای حفرهها یا بین دو ساختار قرار دارند، پل نامیده میشوند و Cura به طور خودکار با آنها مقابله میکند.
اگر بخشهای دیگری که به رنگ قرمز برجسته شدهاند وجود دارد، باید نگران باشید. برای شروع، باید ساپورت خودکار را فعال کنید تا اطمینان حاصل شود که این بخشهای قرمز به طور موفقیتآمیز چاپ میشوند. برای این کار، کافیست چکباکس "Generate Support" را در بخش "Support" فعال کنید.
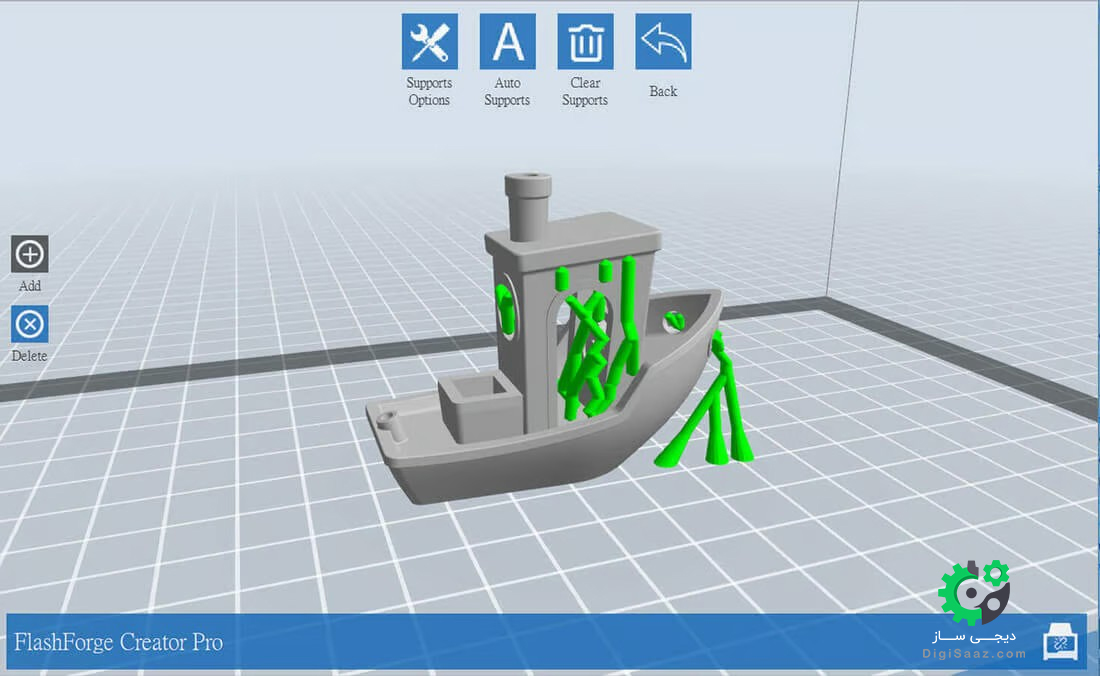
بنابراین، اکنون شما ساپورت تولید شده خودکار را فعال کردهاید، اما احتمالاً تغییر خاصی در نمای مدل مشاهده نکردهاید. دلیل آن این است که Cura ساپورت را در نمای پیشفرض "Solid" نشان نمیدهد. برای دیدن ساپورتهایی که تولید شدهاند، به نمای "Layer" تغییر دهید. مواد ساپورت (خطوط و حجم) به رنگ فیروزهای نمایش داده میشوند. لغزنده لایه را بالا و پایین ببرید تا ببینید که ساپورتها کجا به مدل اضافه شدهاند.
ساپورت درختی یا خطی
Cura به صورت پیشفرض ساپورت شبکهای تولید میکند. در نسخه 3.2 بتا، Cura امکان استفاده از ساپورتهای درختی به جای ساپورتهای شبکهای پیشفرض را معرفی کرد.
مکانگذاری ساپورت
هنگامی که ساپورت را فعال میکنید، یک تنظیم به نام "Placement" به طور خودکار در بخش "Support" ظاهر میشود. تنظیم "Placement" به شما اجازه میدهد تا به صورت کلی مکانگذاری ساپورت را کنترل کنید. دو گزینه وجود دارد: "Everywhere" و "Touching Build Plate". گزینه "Everywhere" به صورت پیشفرض انتخاب شده است.
هنگامی که "Everywhere" انتخاب میشود، Cura تلاش میکند تا ساپورت را در هر جا که لازم باشد بسازد. این به این معناست که نه تنها ساپورت روی صفحه ساخت ساخته میشوند، بلکه ساختارهایی که از قسمتی از مدل به عنوان پایه استفاده میکنند نیز ایجاد میشوند. این گزینه در بیشتر موارد منطقی است زیرا اطمینان حاصل میکند که تمام مناطق ناپایدار دارای ساپورت لازم خواهند بود.
با این حال، اگر "Everywhere" برای مدلهای بسیار پیچیده انتخاب شود، مدل ممکن است به طور کامل توسط مواد ساپورت محاصره شود. اگر نمیخواهید این اتفاق بیافتد، به سادگی تنظیم مکانگذاری را به "Touching Build Plate" تغییر دهید. این کار ساپورتها را فقط زیر بخشهای برجسته مدل، بین صفحه ساخت و مدل ایجاد میکند.
فعالسازی سقف ساپورت
از آنجا که برجستگیهای مدل بر روی ساپورت چاپ میشوند، همیشه نمیتوانید بهترین سطح را برای این بخشها داشته باشید. تنظیم "Enable Support Roof" میتواند در این مورد کمک کند.
سقف ساپورت یک لایه متراکم در بالای ساپورت است که کیفیت سطح برجستگیها را خیلی به خطر نمیاندازد. وقتی این تنظیم را در Cura فعال میکنید، کیفیت سطح بهتری خواهید داشت. اما این بهبود هزینه دارد زیرا این گزینه باعث میشود ساپورت سختتر از حد معمول جدا شوند. از این گزینه فقط زمانی استفاده کنید که کیفیت سطح برجستگی برای عملکرد قطعه نهایی مهم باشد.
تنظیم فاصله X/Y در ساپورت پرینت سه بعدی
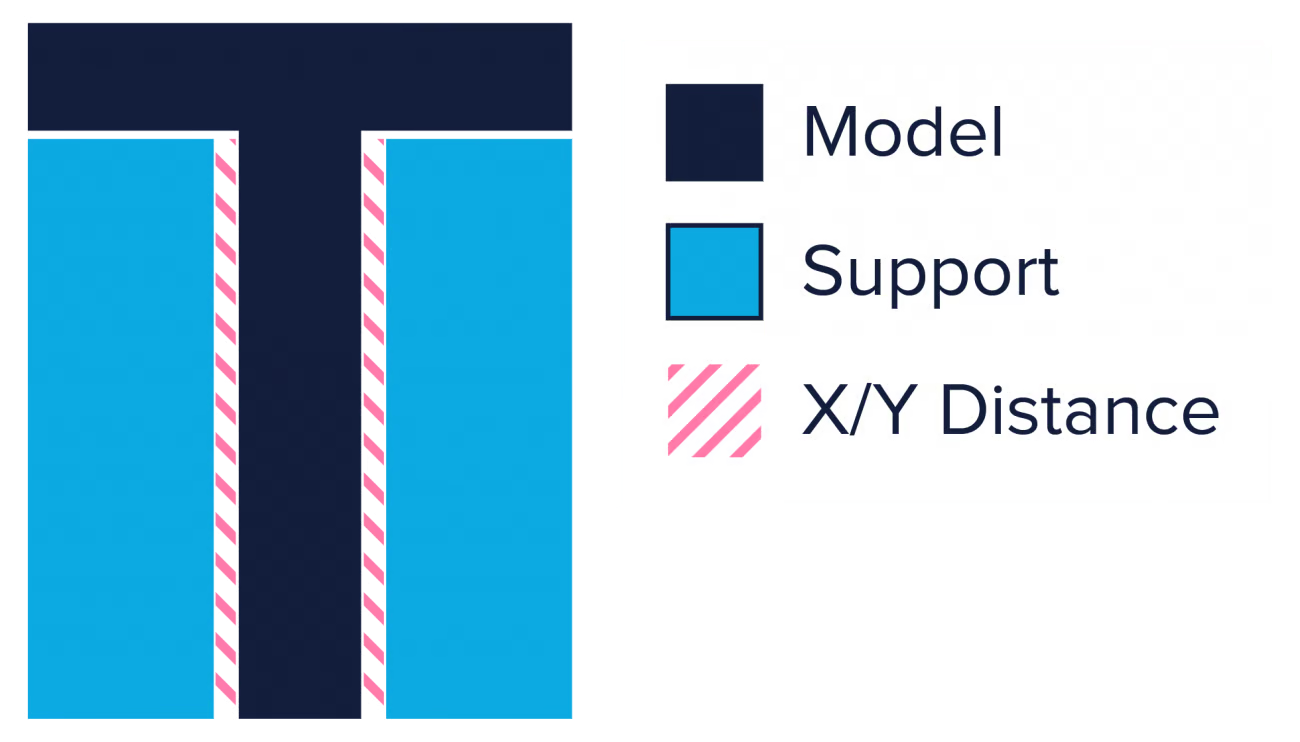
گاهی اوقات، ساپورتها خیلی نزدیک به دیواره بیرونی مدل ساخته میشوند و باعث میشوند روی سطح خارجی علامت بگذارند. میتوانید با استفاده از تنظیم فاصله X/Y که در بخش ساپورت مخفی است، از این اتفاق جلوگیری کنید.
تنظیم فاصله X/Y در Cura اساساً حداقل فاصله مجاز بین دیوارههای عمودی مدل و ساپورت در صفحه X/Y را کنترل میکند. اگر ساپورت به دیوارهها آسیب میزنند یا به آنها میچسبند، میتوانید مقدار را به تدریج 0.2 میلیمتر افزایش دهید تا دیوارهها صاف شوند. با این حال، مطمئن شوید که هیچ برجستگی کوچکی از دیوارههای بیرونی بیرون نمیآید که در صورت ایجاد فاصله بین ساپورت و دیوارهها، بدون ساپورت بماند.
تنظیم فاصله Z
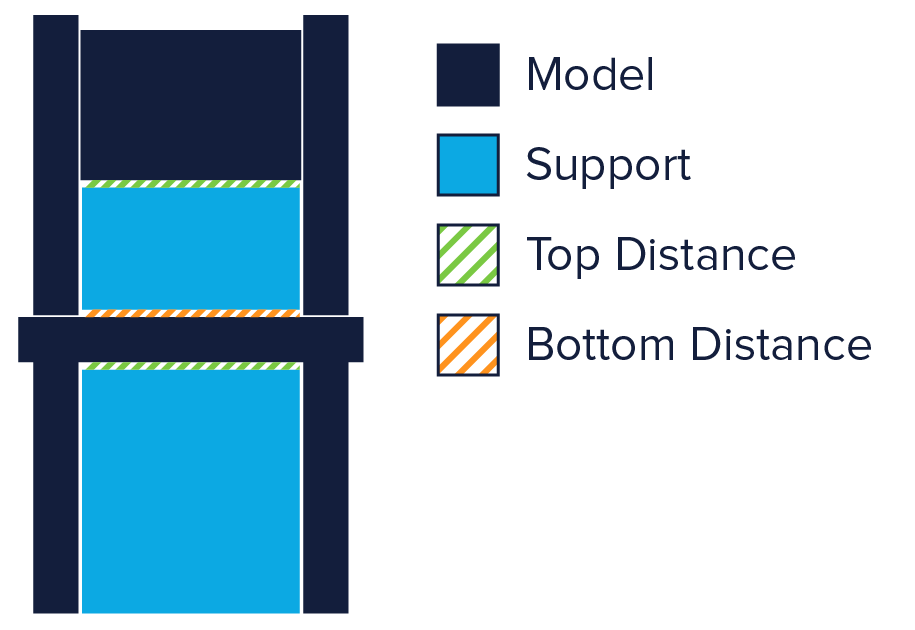
برای اینکه مواد ساپورت به راحتی جدا شوند و لایههای مدل را پاره نکنند، باید اتصال بین مواد ساپورت ضعیفتر از اتصال بین لایههای مدل باشد. Cura این اتصال ضعیفتر را با ایجاد فضایی بین بالا و پایین ساپورت و مدل ایجاد میکند – این فضا به فاصله Z معروف است.
میتوانید با کنترل تنظیمات مخفی فاصله Z در بخش ساپورت، ساپورت را آسانتر جدا کنید. مقدار پیشفرض برای این تنظیم همان ارتفاع لایه است. بنابراین اگر ارتفاع لایه شما 0.1 میلیمتر باشد، فاصله Z پیشفرض نیز 0.1 میلیمتر خواهد بود.
اگر مواد ساپورت به سختی از مدل شما جدا میشوند، این مقدار را به تدریج به اندازه ارتفاع لایه افزایش دهید تا به راحتی جدا شود. Cura میتواند در هر لایهای ساپورت اضافه کند یا نکند. متأسفانه، هیچ "نیم لایه ساپورت" وجود ندارد. بنابراین اگر تنظیم فاصله Z به مقدار 0.2 میلیمتر برای چاپ با ارتفاع لایه 0.1 میلیمتر بیش از حد است و فاصله Z به مقدار 0.1 میلیمتر کافی نیست، گزینههای فاصله Z بیشتری ندارید.
انواع ساپورت پرینت سه بعدی
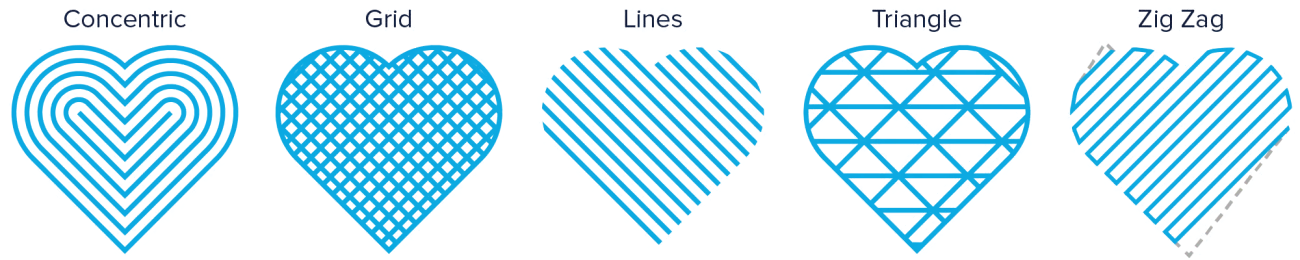
Cura مواد ساپورت چاپ سهبعدی را در یکی از هفت الگو تولید میکند. میتوانید الگو را با استفاده از یک تنظیم مخفی به نام Support Pattern در بخش تنظیمات تغییر دهید.
در بیشتر موارد، الگوی پیشفرض "Zig Zag" بهترین تعادل بین استحکام و سهولت در حذف را ایجاد میکند. گزینههای دیگر الگو شامل "Triangles"، "Lines"، "Grid"، "Concentric"، "Concentric 3D"، "Cross" و البته ساپورت درختی هستند. اگر از الگوی پیشفرض راضی نیستید، میتوانید با گزینههای دیگر آزمایش کنید. هر یک از آنها تعادل متفاوتی بین استحکام و سهولت در حذف را فراهم میکنند. بازخوردهای جامعه در مورد اینکه کدام استراتژی بهترین عملکرد را دارد متنوع است زیرا به هندسه قطعه و نیازهای فردی بستگی دارد.




![فیلامنت PLA چیست؟ [راهنمای کامل]](https://cdn.digisaaz.com/statics/images/whats-pla-filament.webp)